塑料挤出机螺杆是注射装置的核心部分,物料的输送、混合、塑化和注射都是在挤出螺杆的动作下进行的。目前,新型螺杆不断涌现,螺杆结构向高效低能耗方向发展。蝶杆选择集中于结构形式和型号、规格。选择依据是产量、质量、能耗、加工性和寿命及经济性。
(一)普通螺杆普通螺杆结构简单,造价较低,但塑化、均匀性较差,不适于难加工的塑料。对非结晶型m料,塑料熔融是在一个比较大的温度范围内完成的(如硬质聚抓乙烯的软化温度是75-165℃)}因此,选用等距渐变螺杆较为合适。而结晶型塑料,因9度升高至它的熔点之前没有明显的高弹态,即它的软化沮度较窄(如高压低密度聚乙烯的软化点为83-111℃),故一般选用等距突变螺杆。
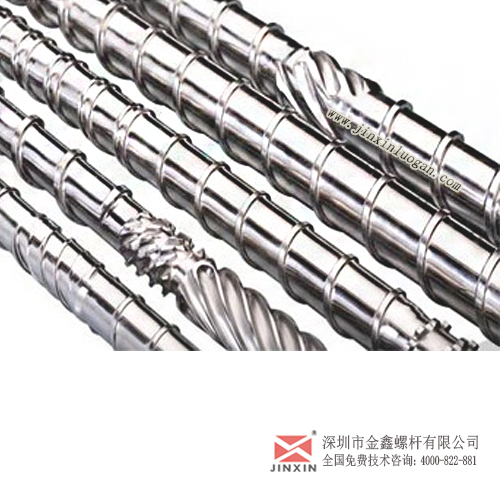
(二)新型螺杆目前,国内外研制开发的新型螺杆已有二百多种,共目的都是通过在普通螺杆的均化段上增设混炼元件或用其它方法来保证输送能力,提高产品产公和质且及降低能耗,提高效率。常用的新型螺杆有:1.分流型螺杆共结构特点是在螺杆上选出凸台或安装镜钉,开分流沟或分流孔。组装该螺杆的机型塑化效率高,混合均匀性好,产品质量好,在国内外得到广泛应用。 2.屏障型蟋杆其结构特征是在螺杆上的一定位置设置"屏障",以达到阻碍物料固相通过并促使固相熔融的目的。其中最简单的一种是在普通螺杆的头部配置一个屏障型混炼元件。主要用于聚烯烃类物料。 3.变流道型螺杆结构特征是螺杆流道截面形状或截面面积大小是变化角。其代表是波形螺杆。由于这种螺杆的压缩、剪切和放松比较频繁,因此不适用于热敏性塑料加工。双波槽螺杆虽然加工制造困难,但塑化、混合质量较好,适宜难加工的塑料,且塑化效率高。